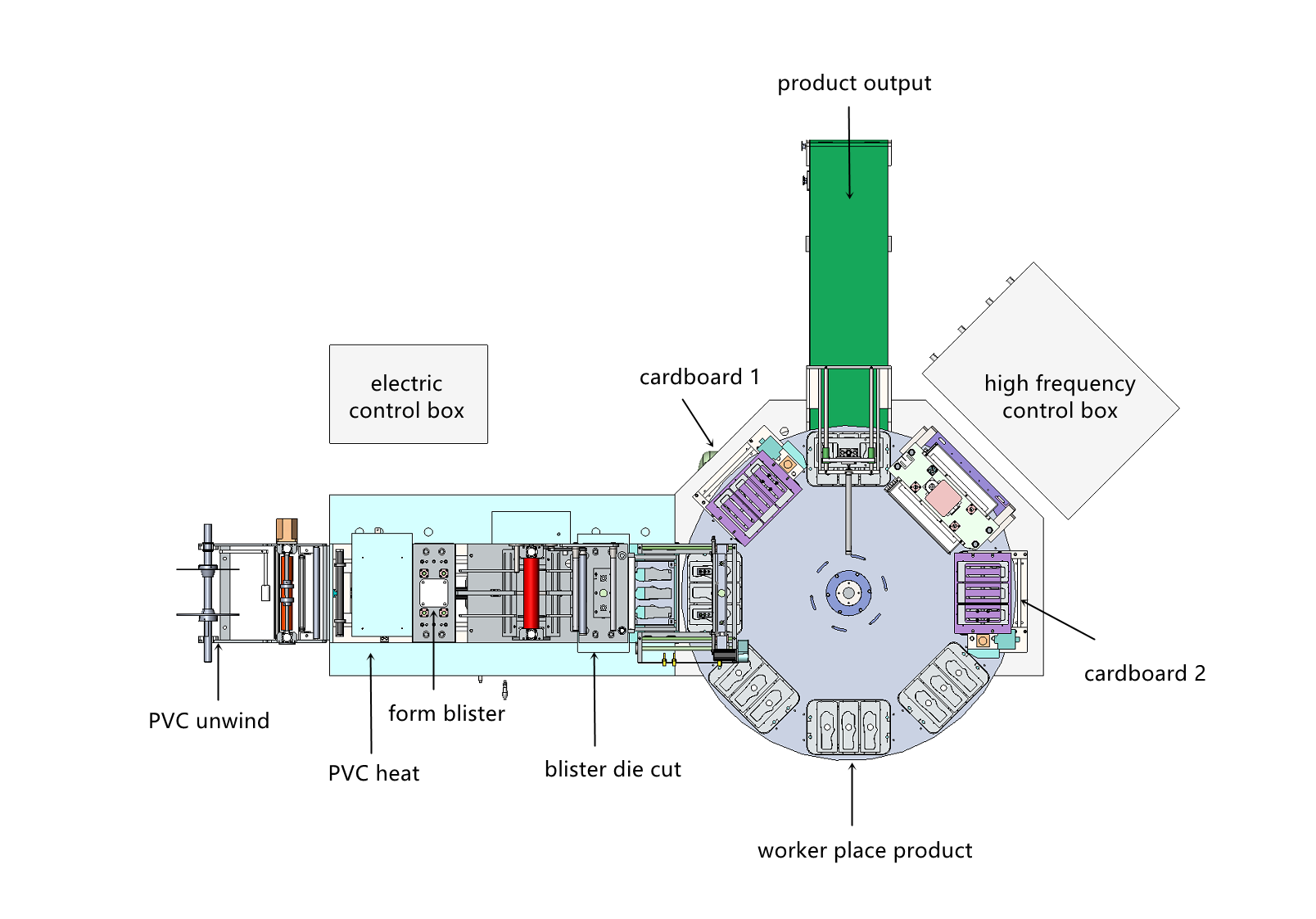
AC-400H-8 Double Sided Paper Card Blister Packing Machine

Feature
1.the main motor adopts frequency conversion speed regulation: according to the length of forming bubble shell, filling speed and hanging card blister heat sealing effect and other factors set the number of blanking per unit time.
2. Servo rolling access mechanism: smooth operation, accurate synchronization, adjustable stroke.
3.due to the use of contact plate heating: reduce the heating plate power, temperature and time, save energy. And enhance the stability and reliability of plastic sheet
4.forming heating plate automatically open and close: it can prolong the heating plate time in the boot, so that the sheet is fully heated, so as to ensure the reliable molding of the bubble shell, effectively control the waste of materials.
5. bubble shell heat sealing: disc multi-station, high frequency heat sealing, double pressure cylinder to achieve rapid heat sealing of bubble shell and paper card, so as to improve the efficiency of equipment.
6. The mould is clamped by pressing plate, which is convenient for loading and unloading.
7. Automatic alarm and stop when the sheet is used. And equipped with emergency stop safety device, improve the safety of the operator in debugging and mold change.
Main Parameter
| Item | Parameter |
| Speed | 15-20 time/ min |
| max heat seal area | 180mm*350mm |
| max forming depth | 40mm |
| total power | 15kw |
| Voltage | 380V 15kw |
| Air pressure | Pressure 0.5-0.8mpa |
| Air consumption | consumption ≥0.5 m³/min |
| Max paper card size | 200mm*400mm*0.4mm |
| Machine weight | 2500kg |
| Dimension | L5100W4190H1880mm |
| Machine structure | Steel structure + stainless steel |